
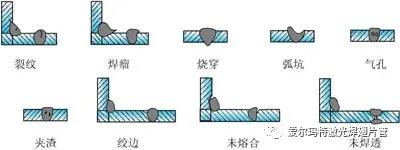

一、气孔
气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。产生气孔的主要原因有:坡口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀等。
二、夹渣
夹渣就是残留在焊缝中的熔渣。夹渣也会降低焊缝的强度和致密性。产生夹渣的原因主要是焊缝边缘有氧割或碳弧气刨残留的熔渣;坡口角度或焊接电流太小,或焊接速度过快。在使用酸性焊条时,由于电流太小或运条不当形成“糊渣”;使用碱性焊条时,由于电弧过长或极性不正确也会造成夹渣。进行埋弧焊封底时,焊丝偏离焊缝中心,也易形成夹渣。
三、咬边
焊缝边缘留下的凹陷,称为咬边。产生咬边的原因是由于焊接电流过大、运条速度快、电弧拉得太长或焊条角度不当等。埋弧焊的焊接速度过快或焊机轨道不平等原因,都会造成焊件被熔化去一定深度,而填充金属又未能及时填满而造成咬边。咬边减小了母材接头的工作截面,从而在咬边处造成应力集中,故在重要的结构或受动载荷结构中,一般是不允许咬边存在的,或到咬边深度有所限制。
四、未焊透、未熔合
焊接时,接头根部未完全熔透的现象,称为未焊透;在焊件与焊缝金属或焊缝层间有局部未熔透现象,称为未熔合。未焊透或未熔合是一种比较严重的缺陷,由于未焊透或未熔合,焊缝会出现间断或突变,焊缝强度大大降低,甚至引起裂纹。因此,在船体的重要结构部分均不允许存在未焊透、未熔合的情况。未焊透和未熔合的产生原因是焊件装配间隙或坡口角度太小、钝边太厚、焊条直径太大、电流过小、速度太快及电弧过长等。
五、焊接裂纹
焊接裂纹是一种非常严重的缺陷。结构的破坏多从裂纹处开始,在焊接过程中要采取一切必要的措施防止出现裂纹,在焊接后要采用各种方法检查有无裂纹。一经发现裂纹,应彻底清除,然后给予修补。
六、其他缺陷
焊接中还常见到一些焊瘤、弧坑及焊缝外形尺寸和形状上的缺陷。
以上是普通生产工艺容易产生的焊接缺陷。那激光焊翅片管呢?
激光焊翅片管无气孔,无夹渣,无咬边,焊透熔合率95%以上,无焊接裂纹。同时我司工厂为保证客户产品的稳定性,坚持每根出厂的激光焊翅片管都进行水压测试,测试强度是超过约定的标准。真正让你无后顾之忧。

下一篇:翅片管散热量的高矮怎样判断?


